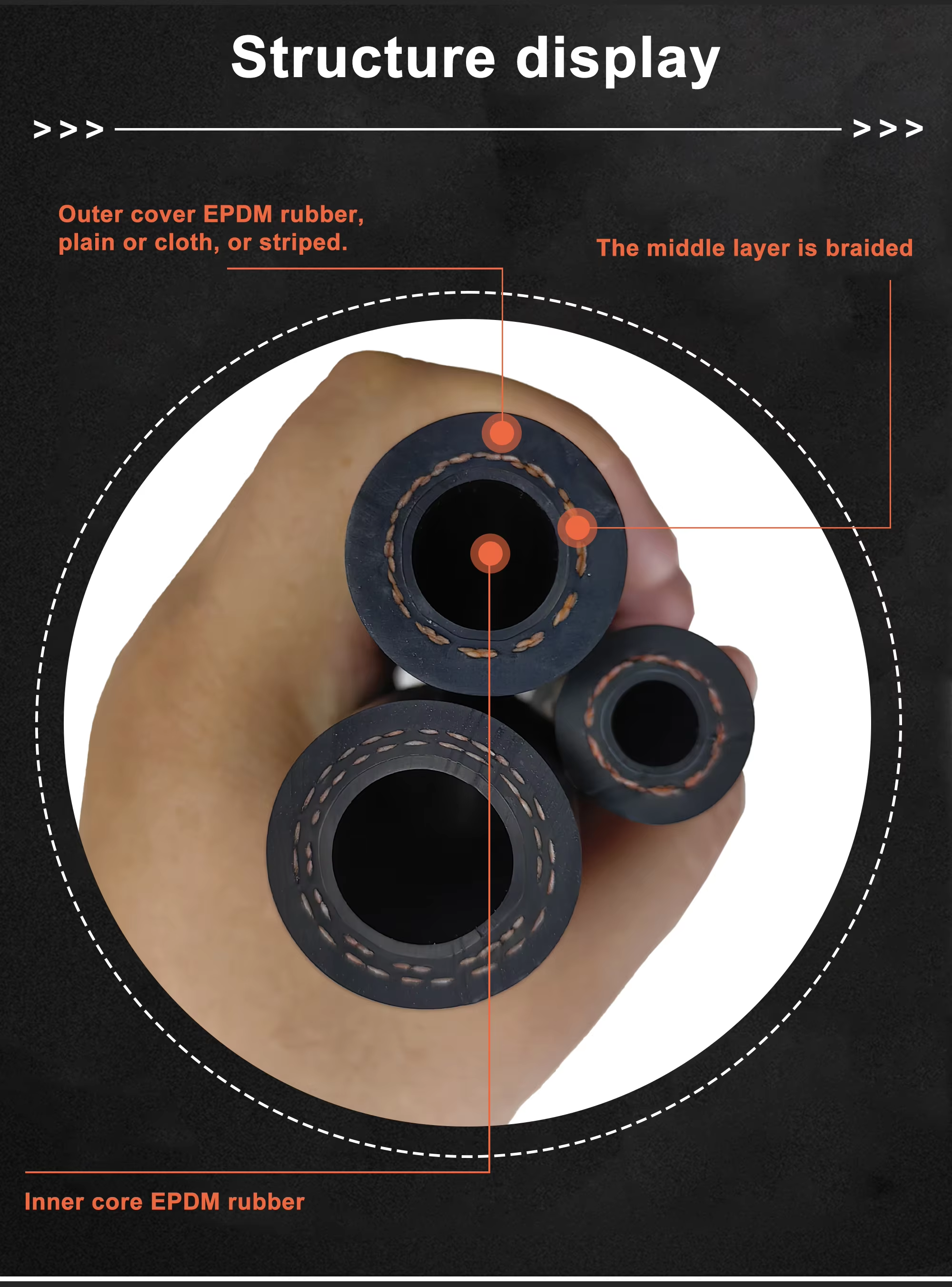
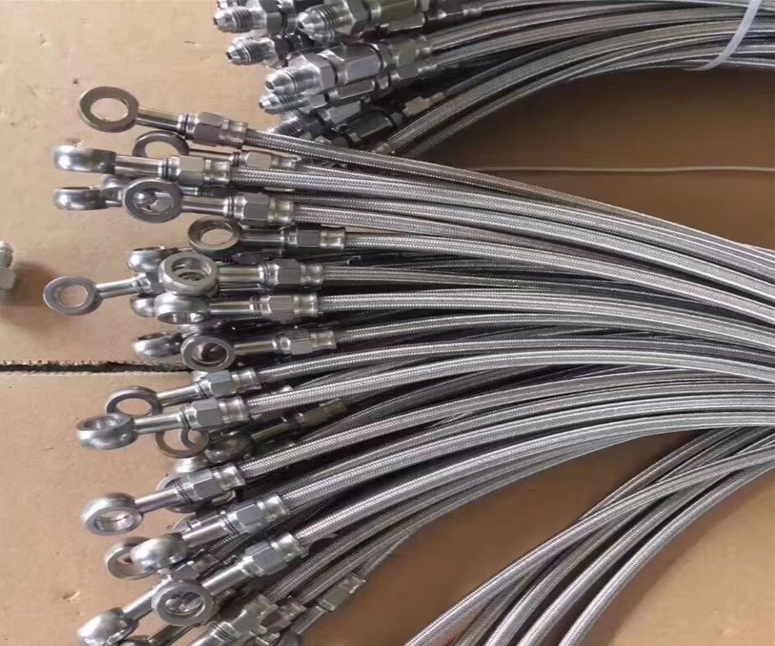
Stovų žarnų gamybos procesas apima nuosekliai tiksliai atliekamas operacijas, kurios per kontroliuojamas procedūras su griežta kokybės patikra paverčia žaliavas į galutinius saugos kritinės svarbos komponentus. Gamyba prasideda ruošiant medžiagas, įskaitant sintetinio kaučiuko mišinių, tokių kaip EPDM arba SBR, su specifiniais priedais skysčių atsparumui ir aplinkos poveikio ilgaamžiškumui užtikrinti, arba termoplastinių mišinių, tokių kaip nilonas arba TPE, su optimizuotomis mechaninėmis savybėmis. Ekstruzijos operacijos formuoja bazinę žarnos struktūrą naudojant kompiuteriu valdomus įrenginius, kurie išlaiko tikslų vidinio skersmens ir sienelės storio matmenų toleranciją, o realaus laiko stebėjimo sistemos užtikrina vientisumą visoje gamybos partijoje. Armavimo sluoksnio dengimas naudoja specialius pintuvus, kurie supina aukštos tempties sintetines siūles, tokias kaip aramidas ar poliesteris, arba nerūdijančio plieno vielą, konkrečiais raštais su kontroliuojamu tempimu, kad būtų užtikrinta konstrukcinė stiprybė, išlaikant lankstumą. Vulkanizacijos procesai kaučiuko žarnoms naudoja nepertraukiamas autoklavų sistemas arba individualų formavimą, taikant specifines temperatūros profilių nuo 150℃ iki 180℃ slėgio sąlygomis, siekiant pasiekti optimalų tarpusavio susiejimą (cross-linking) ir reikiamas medžiagos savybes. Termoplastinėms žarnoms papildomas apdorojimas gali apimti tarpusavio susiejimą elektronų spindulių spinduliuote ar cheminiais metodais, kad būtų padidintas atsparumas aukštai temperatūrai ir ilgaamžiškumas. Pjovimo operacijose naudojama tikslumo automatizuota įranga, kuri sukuria švarius stačius galus, būtinus tinkamam jungčių tvirtinimui, o ilgio patikros sistemos užtikrina atitiktį nustatytoms tolerancijoms. Jungčių tvirtinimas yra kritinė fazė, kurioje naudojami hidrauliniai spaustuvai su kalibruotais įvorėmis, kurie taiko specifinį suspaudimo jėgą, kad būtų sukurti nuolatiniai ryšiai tarp žarnos galų ir metalinių jungčių, o proceso stebėjimo sistemos registruoja jėgos taikymo profilius kiekvienam surinkimui. Ženklinimo operacijos taiko nuolatinę identifikaciją, įskaitant gamintojo kodus, datų antspaudus ir atitikties žymenis, naudojant įspaudų ratus arba lazerinio graviravimo sistemas. Galutinė apžiūra apima 100 % slėgio bandymą, vizualinę patikrą paviršiaus defektams ir matmenų patvirtinimą, o statistiniai imčių testavimai atliekami visapusiškai patvirtinti, įskaitant impulsinį ciklą, tempiamąją jėgą ir aplinkos atsparumą. Mūsų gamybos filosofija pabrėžia proceso kontrolę ir nuolatinį tobulėjimą, remiantis pažangia gamybos technologija ir visaplitėmis kokybės valdymo sistemomis. Išsamesnei informacijai apie mūsų stovų žarnų gamybos gebėjimus ir procesų technologijas kviečiame potencialius partnerius kreiptis į mūsų inžinerijos komandą dėl techninės dokumentacijos ir gamyklų apžvalgų.