
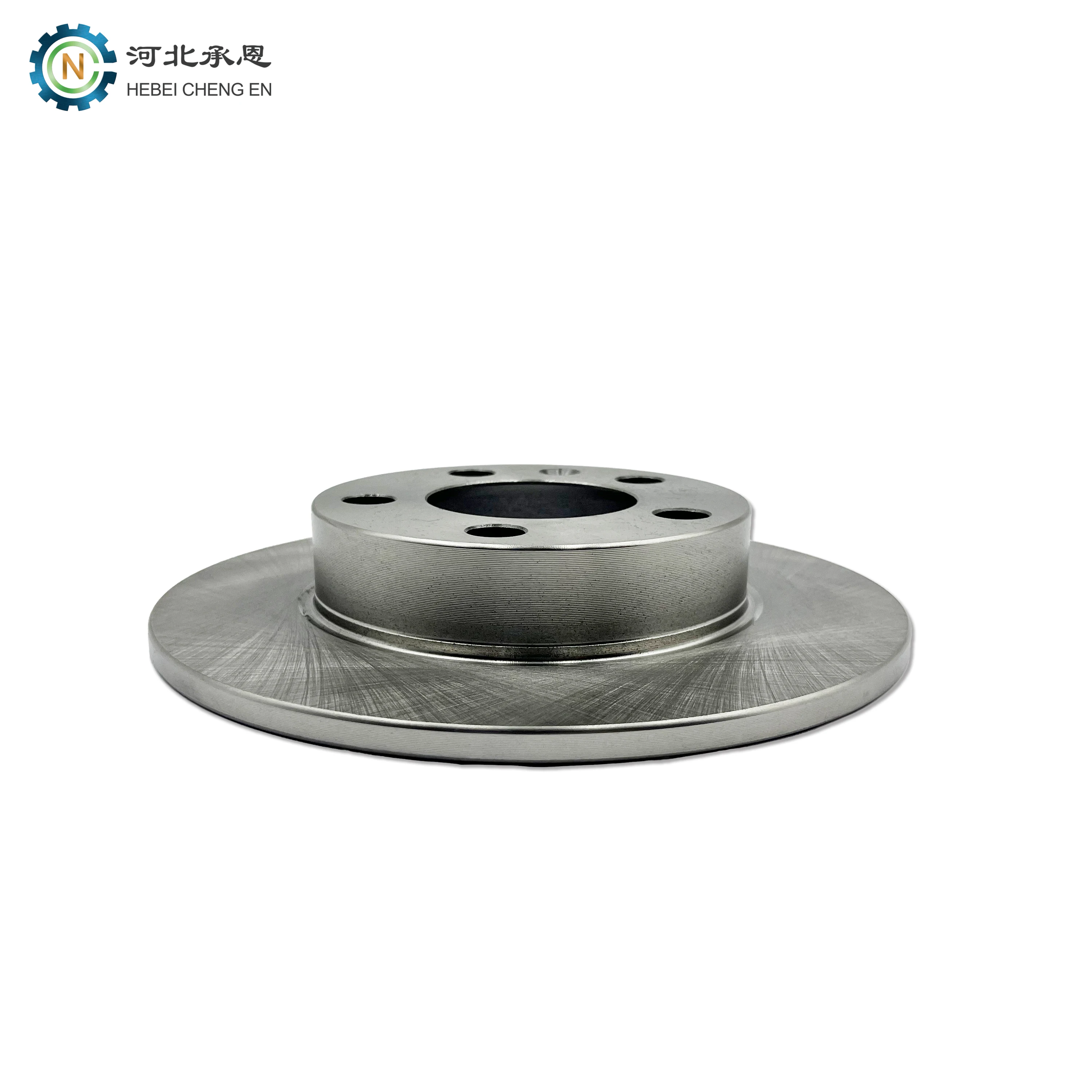



Comment choisir la bonne plaque de frein pour votre véhicule
Compréhension des matériaux et types de plaquettes de frein : plaquettes organiques : performance silencieuse pour usage léger. Les plaquettes de frein organiques, fabriquées à partir de caoutchouc, de composés carbonés et de diverses résines, offrent un freinage plus silencieux par rapport aux autres types. Elles conviennent particulièrement bien aux petites voitures et aux...
VOIR PLUS